產地常州
執行標準YB/T4001.1-2007
材質Q235B
稅票包含
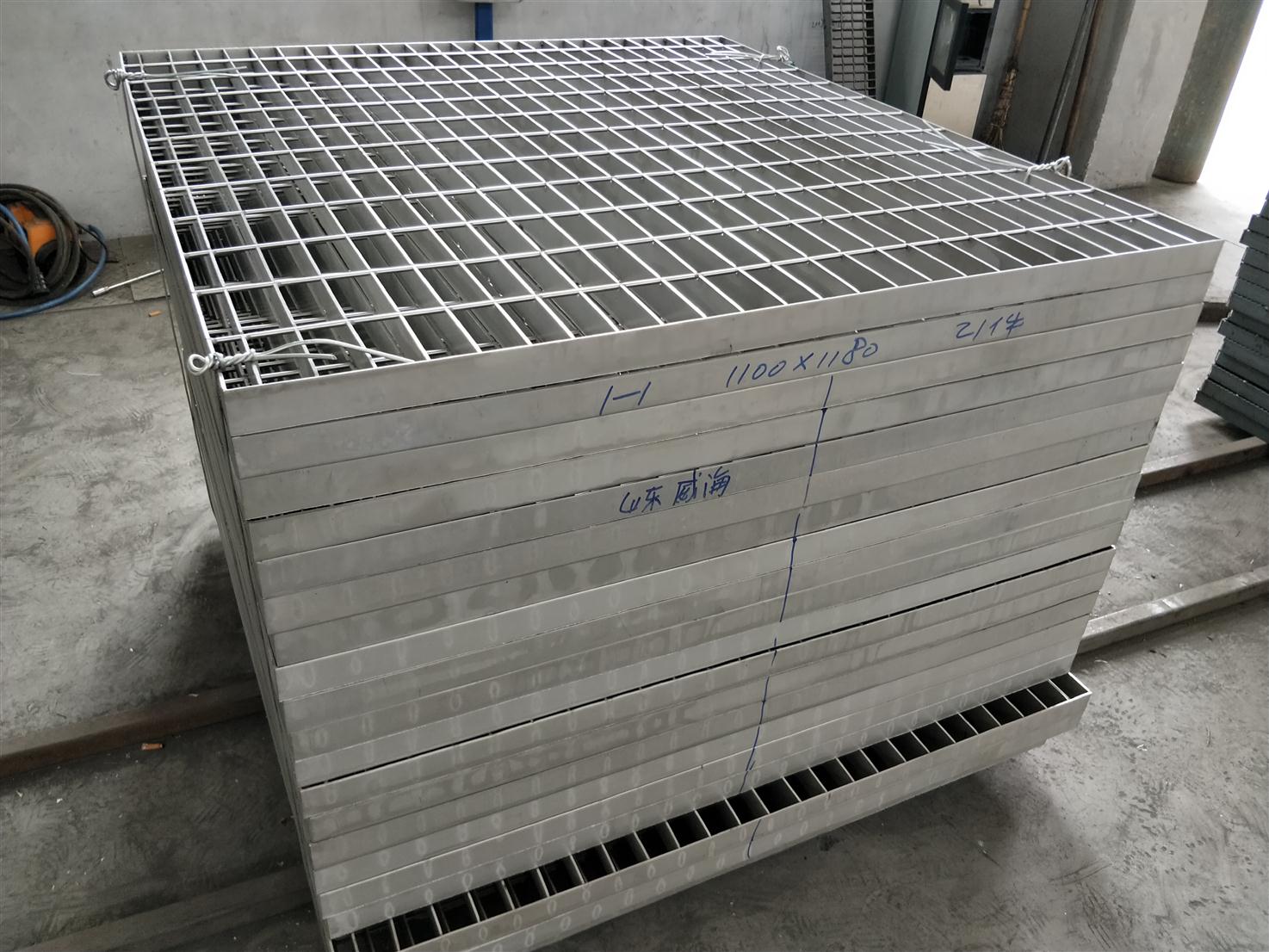
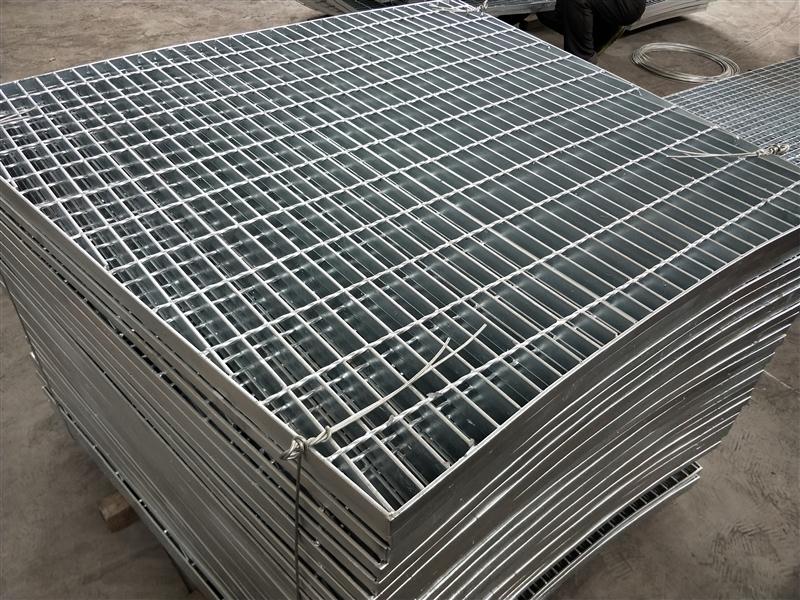
表面處理熱浸鋅
鍍鋅鋼格柵板鍍鋅鋼格柵板技術是非常高的。鋼格柵板的鋅層厚度要求也比較嚴格。鋼格柵板的鋅層過薄會導致鋼格柵板的孔隙中出現漏鍍現象,這會降低鋼格柵板的耐腐蝕性,從而影響鋼格柵板的使用壽命。鋼格柵鋅層過厚不好。鋅層過厚容易造成鋅層脫落,嚴重影響鋼格柵板的質量。所以在鍍鋅時要做好防腐工作,在鍍鋅前酸洗要徹底,不能預氧化殘渣,否則鍍鋅就無法保證鋅層能附著在鋼網板表面。鋅層不能太薄也不能太厚。熱浸鍍鋅鋼板具有較高的抗沖擊性,較強的耐腐蝕性,讓結構輕盈,外觀也很美觀大氣,所以它具有很好的承載能力,經久耐用,與網格結構的牢固結合,經過熱浸鋅表面處理后能保持表面光澤度,還有一些防止污垢沉積的功能。由于鋅表面經過熱浸處理,其化學物理特性穩定,不易受到空氣和微生物的腐蝕和氧化,可顯著增強溝槽荷載,防止坍塌。采用扁鋼間距為3cm的熱鍍鋅鋼格柵,具有較大的抗沖擊性和跨距的特點。熱鍍鋅鋼格柵板的使用壽命很長,一般在40 - 50年的范圍內,如果沒有人為的損壞因素,熱鍍鋅鋼格柵板是值得一試的鋼框架結構和稱重平臺。鋼格柵廠家在熱浸鍍鋅前應做好準備工作:先,平臺鋼格柵板的母金屬表面應清潔無污物方可進入熱浸鍍鋅池。酸洗是這里推薦的清洗表面簡單的方法,但應避免過度酸洗。不能酸洗掉的表面污垢如油污、油漆、焊渣等污垢應在酸洗前清除掉,如果不直接清除,會直接影響鋼網板的外觀,后續的工藝是毫無意義的。,處理的鋼格板、鋼格板表面應盡可能沒有太大毛孔和收縮,洞關節或焊接表面如果太突出的應該是噴砂、拋丸、電解酸洗或其他方法處理,也是鋼格板質量是決定性因素!其次,平臺鋼格板制造商需要知道的是鋼格板的表面粗糙度鋅層厚度和鋅層的結構也有影響,因為一般鋼板表面不規則性仍將是,熱浸后其結構會存在熱浸鋅后,經酸洗、噴砂、粗磨等處理后的鋼格板可得到粗糙表面,經處理后的鋼格板經熱鍍鋅得到的鋅層比單酸洗得到的鋅層厚。
【濟南市場調研】鋼廠要求結算4930較昨穩,市場成交價格主流4860-4880,受走弱影響拋貨情緒仍然偏強,本周濟南庫存12萬噸,相對上周市場庫存小幅下降。
由于目前國內經濟面臨較大的下行壓力,各方穩增長政策正在不斷加碼之中,4月底局召開會議要求,要加快落實已經確定的政策,實施好退稅減稅降費等政策,用好各類政策工具,同時要抓緊謀劃增量政策工具,加大相機調控力度,把握好目標導向下政策的提前量和冗余度。5月11日國常會再次要求財政政策以就業優先為導向,穩住經濟大盤。從企業融資的角度來看,由于受到原材料高位成本和訂單下滑的雙重壓力,制造企業的利潤被明顯擠壓,從而也抑制了國內制造企業的融資需求,進而造成了制造用鋼需求短期收縮或者延緩。而對于建筑用鋼需求來說,反復及專項債資金落實效果的不如預期,都使得相關工程進度有所延緩,傳統施工旺季需求釋放有所不足。但隨著財經委和局會議連續的強調和要求,再次為基建投資的資金到位“摁下了快進鍵”,而且5月11日國常會也指出,要盤活基礎設施等存量資產,拓寬社會投資渠道和擴大有效投資。

2022年5月上旬,重點統計鋼鐵企業共生產粗鋼2305.25萬噸、生鐵2031.68萬噸、鋼材2161.99萬噸。其中,粗鋼日產230.53萬噸,環比下降2.26%;生鐵日產203.17萬噸,環比下降0.47%;鋼材日產216.20萬噸,環比下降5.73%(受鞍鋼集團ERP取數原則和部分企業月底結算影響,本旬鋼材產量相比上期減少較多,剔除這些影響因素,本旬鋼材產量比上期減少2.7%)。

目前國內鋼產量仍處相對高位,市場庫存增加,鋼價呈下行態勢。鐵礦石市場基本穩定,進口礦價先漲后跌。
近一周,國內鋼價綜合指數報收于145.71點,一周下跌0.60%。其中,建筑鋼價格下跌,全國主要市場主流規格螺紋鋼品種的均價為每噸4084 元,一周下跌35元。熱軋板卷價格下跌,全國主要市場主流規格熱軋產品的市場均價為每噸3892元,一周下跌27元。中厚板價格下跌,全國主要市場主流規 格普中板的平均價格為每噸3985元,一周下跌17元。
當前,國內鋼產量仍維持相對的高位,市場鋼材庫存加速累積,鋼價受市場的調節繼續下行。未來,隨著鋼廠利潤收縮,或將主動縮減產量,同時對原料的需求也將會減弱,原料成本也難繼續大幅上行。在此情況下,鋼價將會穩中有所趨弱。
鐵礦石市場基本穩定。據“西本新干線”的新報告,在國產礦市場上,主產區的價格小幅上漲,一些鋼廠按需正常補庫,多數礦商心態較好。進口礦價格則是先漲后跌,部分礦商操作謹慎。目前,進口礦發貨量增加,港口庫存降幅放緩,進口礦的行情將趨于震蕩偏弱的態勢。
相關機構分析認為,鋼市目前處于傳統的銷售淡季,需求方面難有較大的起色;而供給端在環保限產和檢修的影響下,鋼廠產能釋放的節奏有所放緩,供應壓力將有所下降,廠家挺價意愿強烈。短期內,鋼市供需的弱平衡格局將繼續維持。
焊接鋼格柵時,選擇合適的焊接件裝配順序,避免總構件裝配應力過大。由于裝配的一般剛度和不同裝配階段重心位置的變化,裝配后鋼格板焊接部位會產生應力。一般來說,裝配焊接順序處理不當將直接影響焊接質量。另外,不銹鋼格柵在裝配過程中有可能產生新的殘余應力,如果新的殘余應力大于臨界變形應力,就會引起焊接變形。因此,裝配應力應盡量減小或避免。2 .受焊接尺寸的影響對于不銹鋼網格板焊接來說,焊接尺寸與鋼板焊接撓度變形有著密不可分的關系,焊接位置在結構上對不銹鋼網格板焊接變形也會產生影響。不對稱的排列會導致焊件的彎曲變形。鋼點焊件截面的中性軸越靠近焊縫,彎曲變形越小。相反,中性軸離焊縫越遠,彎曲變形越大。鋼格柵板焊接過程中受局部高溫熱源的影響,受局部高溫熱源的影響,焊縫區受熱劇烈,局部熔化。該區域的材料受熱使焊接區域擴大,而鋼格板周圍溫度相對較低的區域則對焊接區域產生約束作用,從而產生彈性熱應力。溫度升高后,材料的屈服應力限急劇下降,導致熱彈性應力超過屈服限,形成熱壓縮。在冷卻過程中,焊縫區材料收縮受到周圍區域溫度場不均勻的影響,導致不均勻收縮變形。焊接區域存在拉殘余應力,相鄰區域存在壓殘余應力。不銹鋼點焊對熱源的輸入非常敏感。合理控制熱源輸入能量對鋼點焊件的質量具有重要意義。熱源能量輸入越大,收縮變形越大,熱源能量輸入越小,收縮變形越小。因此,在保證良好焊縫成形的條件下,輸入熱源應盡可能小。
http://m.dazhongwuliu123.org.cn