表面處理熱鍍鋅
產地常州
材質Q235B
質量認證ISO9001
稅票包含
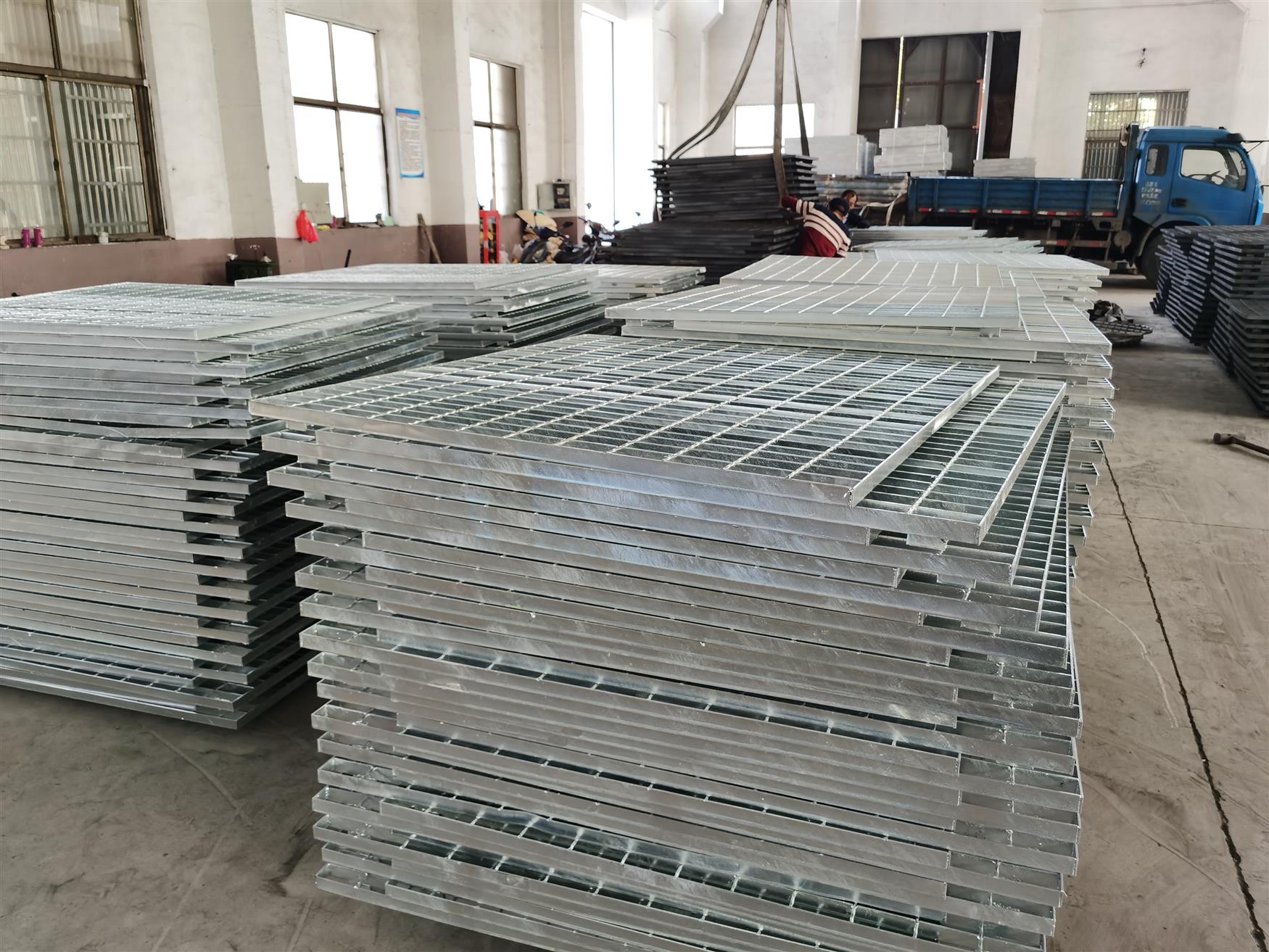
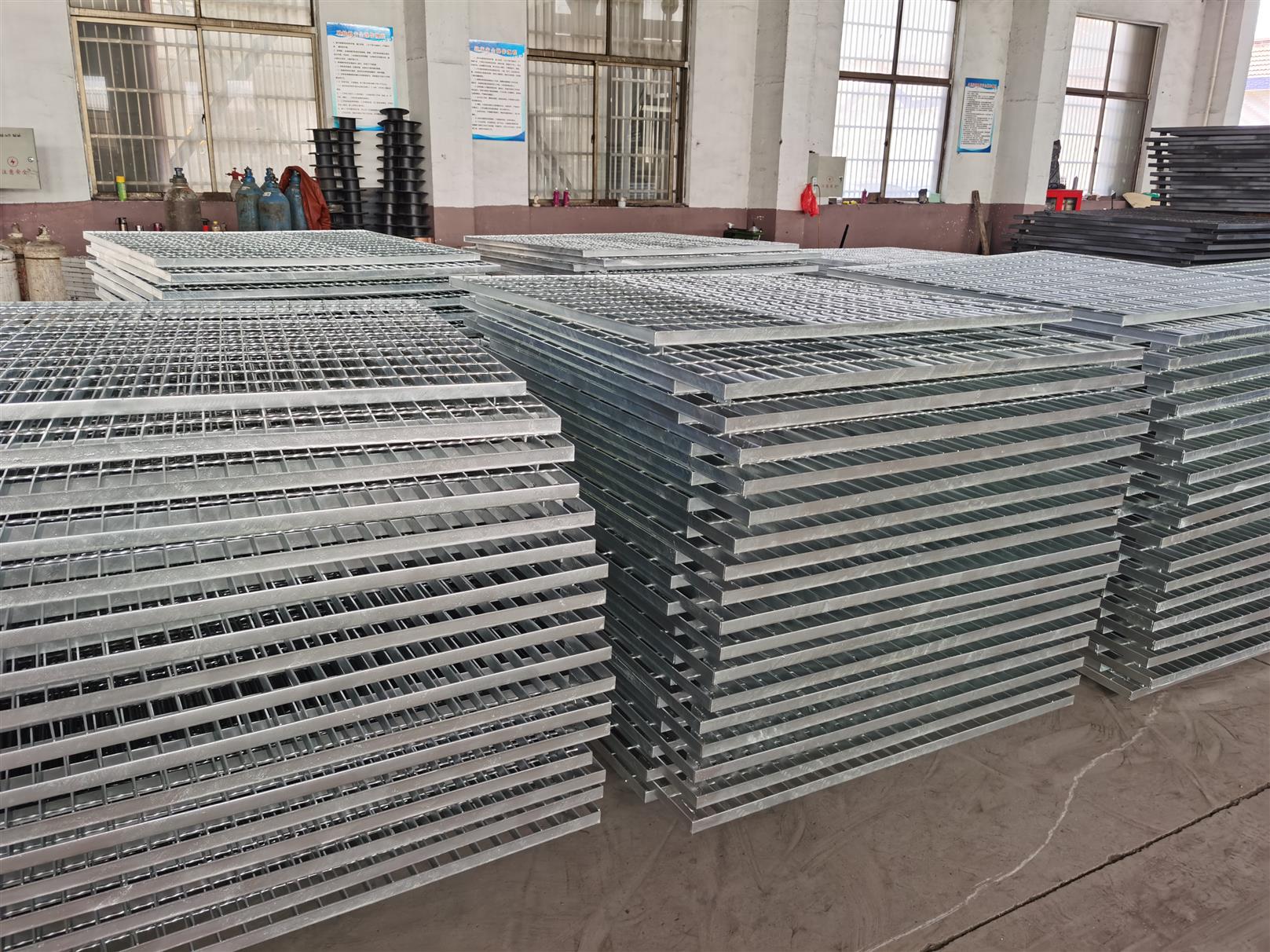
鋼格柵板安裝前確認安裝順序,按圖紙編號順序安裝。鋼格柵板制造商確認扁鋼的方向和方位方向,設備過程必須從層鋼梯結構躺在鋼格柵板制造商規定每個鋼格柵板必須配備至少兩套設備夾,焊接固定端焊接接觸點必須涂漆,以免生銹。鋼格廠家提示如果想要烤漆鋼格,先要保證產品的選擇沒有問題。在大多數鋼板生產企業中,涂裝鋼板的種類多為低碳鋼原材料。原因是這種型鋼格防腐功能差,使用壽命短。
鋼格板焊接時填充金屬或一起作為導電金屬絲焊接資料。在氣焊和鎢氣體保護中,焊絲用作填充金屬;在埋弧焊、esG焊等氣體保護電弧焊中,焊絲既是填充金屬又是導電電。焊絲可分為三類。焊絲表面未涂有抗氧化助焊劑。用于鋼格板的焊絲大多屬于這一類,包括碳鋼焊絲、低合金結構鋼焊絲、合金結構鋼焊絲、不銹鋼和有色金屬焊絲。有些合金,如鈷鉻鎢合金,不能鍛造、軋制和拉伸,而是通過鑄造制成的。主要用于手工堆焊鋼格板,以滿足耐氧化、耐磨損、耐高溫腐蝕等功能要求。連續澆鑄和液體揉捏可以生產出幾米的鈷鉻鎢焊絲,用于自動填充絲鎢氣體保護電弧焊,提高了焊接功率和堆焊層質量,也改善了工作條件。

鋼格柵表面有時會出現。的明顯現象是細渣帶沿縱向在鋼格表面形成條狀或點狀夾雜物,屬輕微缺陷。那么是什么導致了表面的灰塵呢?如何控制?表面產生的原因是爐頭鋅表面的浮渣和固體鋅渣中的凝結在爐頭內。鋅渣落在帶鋼表面,隨著帶鋼通過鋅鍋凹輥產生輕微的線性壓痕,或沿著鋼格板縱向表面形成夾雜點形式的細渣帶,產生。鋼格柵板表面有的原因及控制方法控制方法:1。進爐帶鋼溫度控制嚴格控制進鋅鍋帶鋼溫度,因為帶鋼溫度超過鋅液20℃,不僅鋅鍋溫度會升高,而且鋅渣的數量也會增加。鋅罐溫度應嚴格控制,不超過(465±2)℃,以減少鋅液溫度波動,防止鋅渣的形成。鋼板(AL)鋅溶液組成控制范圍為0.19 ~ 0.22%,合金鍍鋅板(AL)鋅溶液組成控制范圍為0.10 ~ 0.15%。制作清洗機頭鋅渣的渣勺,每班清洗機頭浮渣2-3次。爐鼻內加裝鋅渣吸附脫除裝置,外部熱風通過風機吹入封閉的爐鼻內。
平臺鋼格板表面處理:
分為:熱鍍鋅,冷鍍鋅(電鍍鋅),噴漆和黑片(不處理)。一般常用熱鍍鋅,處理后防銹防腐蝕使用壽命長達40-50年。

鋼格板修復焊接有時也采用鑄絲。用薄的鋼帶卷成圓形或異形鋼管,滿一定成分的粉末,通過把縫藥芯焊絲,或無縫鋼管制成的藥芯焊絲填充粉把這種焊絲焊接功率高,適應性好鋼網格,試驗生產周期短,因此其用途和使用范圍也在不斷擴大。選擇設備夾方面需要注意的幾個問題。設備夾主要分為A型、B型和C型三種類型的規范,在常用哪種類型,設備夾承認根據孔徑的大小選擇多少設備,上下部分的直徑8毫米螺栓固定,一般一般孔徑30mm和40mm的設備夾是通用的設備夾,因為孔徑是常用的,所以現在這兩種規格的孔徑都可以隨意使用。其次要了解溝蓋板的選擇,材質也不同,焊接方法也是可選的。材質可以選擇不銹鋼材質作為溝蓋板,光澤好,相對比較貴,熱鍍鋅比較常見,價格便宜美觀,所以這兩種材質是不同的,設備夾的選擇也是搭配不銹鋼設備夾或者熱鍍鋅設備夾。以上焊接方法例如,如果是焊接,則是在扁鋼的方位角上,選擇方位角20mm與距離3mm的扁鋼進行焊接,設備夾直接固定在鋼梁或兩塊坡口蓋板之間。具體輪廓仍根據實際施工輪廓定制。
常州市格美瑞鋼格板有限公司熱忱希望與國內外新老客戶、設計院、研究所攜手合作,互惠互利,共建精品工程,共創,歡迎各位新老客戶來電垂詢。
http://m.dazhongwuliu123.org.cn